Some clients have asked us “what is a certificate of conformity” over the years, and…
Core quality tools in the automotive industry
BY RENAUD ANJORAN
Over the past couple of years, I noticed some very interesting comments on some articles on this blog. They came from Brad Pritts, a consulting engineer and six sigma black belt who works primarily in the auto industry.
I asked Brad a question to get more familiar with his industry, and he was kind enough to give me a detailed response. I thought it was too good to keep in my email inbox, so I reproduced it below with his permission.
The “Core Tools”
The North American auto industry created a series of what they call “core tools” – most of which might better be considered procedures or forms.
The Control Plan
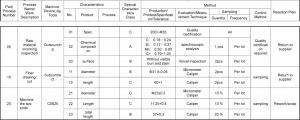
In my view the single critical item is the “[Quality] Control Plan”, which documents the production process flow, along with the QA/QC activities performed. As you can imagine these get involved when a more complex product is produced, but the individual steps are simple: Identify the process, and define the QA product and process controls: what is checked, how often, using what methods, and how is it recorded.
Here is a partial example of control plan for 1 product (click to enlarge):
There are several supporting “core tools”, including:
Failure Mode Effects Analysis
This is a formal method for analyzing the production process (or, less frequently, a product design) for possible failures and developing countermeasures.
Statistical Process Control
Standard QA SPC techniques, applied to automotive situations.
Measurement System Analysis
A formal statistical method for comparing the measurement instrument capability to the products and tolerances of a specific product, in order to assure that the inspection is reliable.
The most frequent type of MSA is also known as a Gage Repeatability and Reproducibility study; this involves having several inspectors using the inspection gages to repeatedly check a small sample of products. Once this is done, the results are studied to see how the measurements vary. MSAs must be done for every checking gage or instrument used on the Control Plan.
Production Part Approval Process (PPAP)
This procedure demands that the supplier use all of the above “core tools” in launching a product; run an initial mass production run (300 piece min); inspect a small number of random samples thoroughly; document the results; and keep the production process stable, getting prior approval before changing suppliers, adding tooling, etc.
Applying these tools with Chinese manufacturers
I find that with my suppliers, most can develop a control plan without too much difficulty; but consistent implementation is a different matter. I do control plan based process audits with every supplier, every visit, and look for process improvements while I’m at it.
They also have trouble understanding the philosophy of the Production Part Approval Process – that is, that we will not accept based on a few samples, but will insist on samples taken from mass production.
They also think that we are strict on demanding PPAP updates when they change a tool, a sub-supplier, or other important aspect of the process. We have had good luck with our supply base over the years, but also a degree of attrition from those who wouldn’t follow the disciplines.
Article Source: https://qualityinspection.org/core-quality-tools-automotive/
Related Posts


This Post Has 0 Comments